Работа с электролитами омеднения имеет свою специфику. Начнем с основного правила непосредственного нанесения медных покрытий: во избежание контактного выделения меди на поверхности заготовок их загружать в электролит можно только под током, в противном случае прочное сцепление осадка с материалом основы не обеспечивается. Очень важную роль в данной ситуации имеет и первоначальная плотность тока. Это объясняется тем, что при чрезмерно высокой силе тока образуются хотя и плотные, но грубо кристаллические осадки, которые в дальнейшем приведут, в лучшем случае, к получению волнистых или бугорчатых покрытий непредсказуемой толщины. При слишком малой плотности тока скорость образования гальванического покрытия будет отставать от скорости выделения контактно-выделенной меди, что в последующем вызывает отслаивание покрытия. Для каждой разновидности электролитов омеднения существует своя, строго определенная оптимальная плотность тока. Практически же оптимальная плотность тока подбирается по внешнему виду получаемого покрытия и скорости его образования. При наличии сравнительно небольшого навыка, который приобретается очень быстро, подобный способ управления ходом процесса обеспечивает получение покрытий очень высокого качества. При правильно подобранном режиме гальванического процесса осажденный слой меди имеет телесный цвет и равномерную мелкокристаллическую структуру. При чрезмерно больших плотностях тока слой меди получается с грубыми зернами металла и характерным кирпично-красным цветом. О последнем дефекте принято говорить, что происходит "подгар” покрытия. Превышение силы тока, помимо возникновения подгара, может привести к пассивации анодов. При этом на поверхности последних наблюдается белый, зеленовато-голубой или коричневый мажущийся, легко стираемый налет, который препятствует нормальному процессу растворения металла. При этом на образование покрытия расходуются соли меди, содержащиеся в электролите, что приводит к неустойчивости его химического состава.
Итак, для начала необходимо приготовить электролит. На 1 литр электролита необходимо:
Медного купороса – 60 г;
Сахара рафинада – 90 г;
Едкого натра – 45 г;
Спирт – 5-10 мл.
Приготавливается электролит в строгой последовательности: растворяется медный купорос в 200-300 мл воды, в него добавляется сахар. Отдельно в 250 мл воды растворяется едкий натр. Далее в раствор едкого натра небольшими порциями при постоянном помешивании добавляется раствор медного купороса с сахаром. Затем добавляется вода до получения 1 литра раствора.
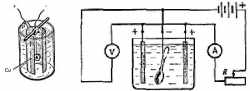
Для лучшего растворения компонентов воду лучше подогреть до температуры 35-40 градусов. В качестве гальванической ванны можно использовать обыкновенную банку. После приготовления основного электролита в него добавляется 5-10 мл спирта. Наличие спирта значительно улучшает качество осаждаемой меди, делая структуру покрытия более плотной и значительно уменьшает зерно металла. Готовый электролит имеет темный насыщенный сине-зеленый цвет (такой цвет можно увидеть только при очень маленьком количестве электролита на донышке и на свет, а так создается впечатление, что он почти черный). Данные пропорции взяты из главы «Химические и электрохимические методы обработки деталей» книги "Азбука судомоделизма" (Дрегалин А.Н. Полигон С.-П. 2003 г.). Но думаю, что можно экспериментировать с составом электролита. Для приготовления электролита настоятельно рекомендуется применять не обычную воду из-под крана, а дистиллят. Также лучше применять не технический медный купорос (удобрение), а химически чистый кристаллогидратный сульфат меди (тот же медный купорос) квалификации не ниже 4. Такой продается в магазинах химических реагентов. Едкий натр можно найти там же. Обслуживание электролита тоже очень важный вопрос. С течением времени в составе электролита образуется шлам, значительно ухудшающий его характеристики. Поэтому следует периодически пропускать раствор через фильтр из 2-х слоев ткани с проложенной между ними тонкой салфеткой. То же самое рекомендуется сделать сразу после приготовления электролита. В перерывах работы ванну (банку) следует закрывать герметичной крышкой во избежание попадания туда пыли, мусора и испарения воды (и, как следствие, нарушение концентрации компонентов). Далее собираем электрическую схему. Электрод, подключенный к «+» (анод) делают из листовой меди, для равномерного окрашивания детали скрученной в цилиндр (см. рисунки). Электрод, подключенный к «-» (катод) соединяют с окрашиваемой деталью. Для снятия параметров в электрическую цепь можно включить амперметр и вольтметр. Принципиальная схема изображена на рисунке.
Схема соединения цепи
Катод - окрашиваемая деталь
Анод
Как это выглядит на практике
Для покрытия детали слоем меди необходимо обеспечить требуемую плотность тока примерно 0,5(1-2) А/дм2 (в разных источниках по-разному). Опять же, плотность тока зависит от нескольких факторов, таких как размер детали, состав и температура электролита, чистота реакции (чистота воды и химических реагентов), время прохождения реакции. Поэтому, скорее всего, каждому придется самому подбирать силу тока при помощи переменного сопротивления. Для этого в схеме между источником тока и анодом необходимо предусмотреть переменное сопротивление (подстроечный резистор или реостат, что предпочтительнее). В качестве источника тока можно использовать любой источник постоянного тока с выходным напряжением до 10 вольт. В данном примере использовано старое зарядное устройство для мобильного телефона «Philips» с выходными характеристиками 4,2 В 770 мА.
Плотность тока вычисляется по формуле: i = I/S где: I - сила тока; S - полная площадь поверхности окрашиваемой детали.
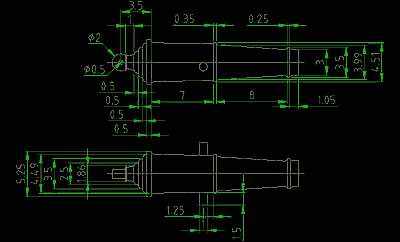
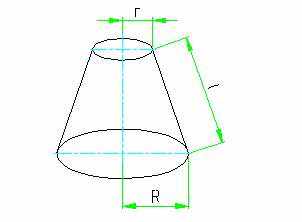
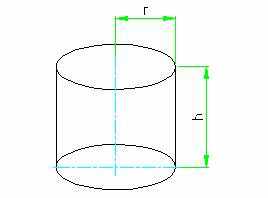
С силой тока все более и менее понятно – она задается выходными параметрами источника тока и переменным сопротивлением. Найдем полную площадь поверхности окрашиваемой детали. Рассмотрим ранее изготовленную копию 24-фунтовой пушки-карронады для корвета «Оливуца». В данном случае сложная фигура пушки состоит из нескольких простых фигур – усеченных конусов и цилиндров. Но рассчитывать точно площадь её поверхности сложно и не нужно – можно просто представить ее в виде цилиндра со средним диаметром и посчитать примерную площадь поверхности, что для нашей работы будет достаточным. Но можно и произвести более точные подсчеты, разбив деталь на геометрические примитивы и посчитав площадь внешней поверхности каждого Полная площадь поверхности конуса находится по формуле: S = 3,14*(R2+r2+l*(R+r)) площадь боковой поверхности конуса: S = 3,14*l*(R+r) полная площадь поверхности цилиндра: S = 2*3,14*r*(r+h) площадь боковой поверхности цилиндра: S = 2*3,14*r*h Подставляя размеры в формулы получаем площадь нашей детали 0,03 дм2. Следовательно необходимая сила тока: I = i*S = 0,5 (требуемая плотность тока) * 0,03 (площадь детали) = 15 mA И отсюда находим требуемое сопротивление цепи. R = U/I = 4,2V/15mA = 280 Ом
Однако здесь не учтено внутреннее сопротивление электролита, поэтому на практике внешнее сопротивление должно быть меньше расчетного. В моем случае оптимальные характеристики схемы получились таковы: выше указанный источник тока, сопротивление в цепи анода равное 220 Ом. Время окрашивания детали составляет 17 минут. В качестве гальванической ванны использована стеклянная баночка из под детского питания объемом 150 мл, площадь медной пластины (анода) = 49 см2, температура электролита комнатная (18-220С). Если у вас нет амперметра или имеется переменное сопротивление, не поддающееся определению с точностью хотя бы до 10 Ом, то на глаз можно определить необходимую силу тока следующим образом: при слишком сильном токе на катоде выделяется водород в виде хорошо видимых пузырьков (наблюдается так называемое «кипение»). Эти пузыри препятствуют отложению меди на аноде. При этом деталь покрывается темно-коричневым налетом, легко стираемым пальцами. Следовательно, нужно уменьшать ток (увеличивать сопротивление) до тех пор, пока выделение водорода не будет так явно заметно (водород выделяется при любой силе тока), т.е. как только пузырьков не стало заметно, можно остановиться на данной силе тока и дальше изменять её (если потребуется) ориентируясь по внешнему виду детали. После того, как деталь вынимается из электролита, ее необходимо очень тщательно промыть проточной водой. В итоге получаем окрашенную деталь матового медного цвета. Далее, для придачи детали блеска шлифуем её аккуратно тряпочкой с пастой ГОИ или мелким мелом (зубным порошком). Опять промываем (смываем остатки мела и пасты ГОИ) и получаем конечный результат. Несколько советов по качеству поверхности окрашиваемой детали. Для более равномерного осаждения меди поверхность детали должна быть гладкой и обезжиренной. Известно, что при отливке деталь имеет микропористую поверхность – вот от этих микропор и нужно избавиться. Если материал отливки мягкий (например, олово), то это можно сделать при помощи стальной иголки, прокатывая или проволакивая ее вдоль детали, как показано на рисунке.
Напоследок, думаю, надо описать перспективы данной технологии. При помощи этой технологии омеднения можно также изготовлять полые детали из меди, например судовой колокол. Для этого можно сделать из любого легкоплавкого материала болванку колокола и точно также покрыть её медью (но толстым слоем). Следующим шагом является аккуратная выплавка материала болванки. Но, конечно же, при этом нужен более толстый слой меди и времени это будет занимать гораздо больше 17 минут. Данную технологию можно использовать и для покрытия различных резных украшений, под золото, медь или бронзу. В данном способе гальванизации можно добиться практически любого цвета – нужно только экспериментировать с составом электролита и силой тока.
Оставляйте комментарии на форуме в разделе "Обсуждение материалов" в отдельной теме
 - Заработай на рекламе!
- Заработай на рекламе!